Elektroerozija velja za izjemno kompleksen pojav
Na sploh je elektroerozija označena kot izjemno kompleksen pojav. Obdelava vedno poteka med dvema elektrodama v dieletrični tekočini. Pod vplivom razelektrenj delci materiala odstopajo, in sicer med tema dvema elektrodama – ena od njih je orodje, druga pa je obdelovanec. Pri postopku se obe obrabljata. Pri iskrenju se orodje povsem enakomerno spušča. Sam tok je v obliki imupulzov. Njihovo jakost, dolžino ter frekvenco se lahko na poljuben način spreminja.
Elektroerozija ima poseben pomen v industriji
Ker elektroerozija omogoča na ekonomičen način obdelovati že kaljeno jeklo ter karbidne trdine, ima še toliko bolj pomembno mesto oziroma pomen na področju industrije. Z njeno pomočjo se lahko izdelujejo tudi komplicirane oblike, na primer prehodne izvrtine ali slepe luknje v prav vseh oblikah.
Še posebej v orodjarnah je elektroerozija nepogrešljiva metoda. Vsakodneno jo namreč uporabljajo za izdelavo orodij, ki se uporabljajo za štancanje, prav tako za izdelavo orodja za brizganje plastičnih mas, kovin ter podobno. Vsekakor pa je treba omeniti tudi slabost tovrstne metode. Njena ključna slabost je torej v preveliki porabi električne energije pa tudi v sorazmerno dragih napravah.
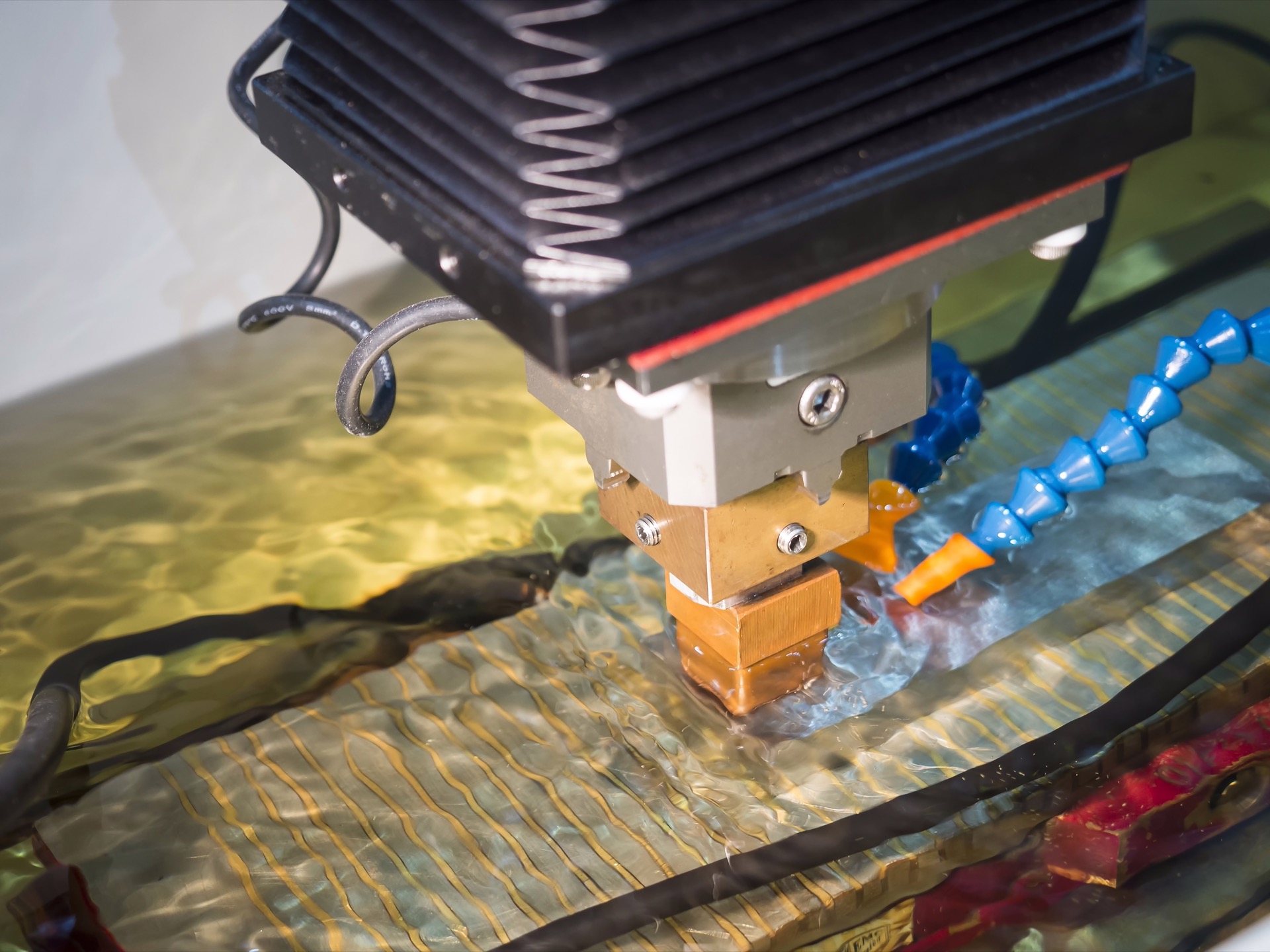
Kako je sestavljena naprava za elektroerozivno obdelavo
Naprava za elektroerozivno obdelavo je sestavljena iz dveh delov, in sicer iz električnega dela ter mehaničnega dela. Električni del sestavljata NC krmilnik ter generator za proizvajanje električnih impulzov. Mehanični del pa predstavljajo ohišje, podajalna regulacijska naprava, črpalka, filter in ne nazadnje še dielektrična tekočina.
Na samo kakovost obdelave pa se lahko vpliva tudi z obliko impulza. Če se material želi obdelati nekoliko hitreje, so posledično potrebni dolgi pulzi. Za bolj fino obdelavo so primernejši pogosti in kratki impulzi. Lahko torej rečemo, da je kakovost obdelane površine v veliki meri odvisna od časa.
Sicer pa se elektroerozija uporablja predvsem na dveh področjih, in sicer pri vrtanju ter grezenju z iskrenjem. V praksi se takšen način najpogosteje uporablja za izdelovanje bolj kompliciranih oblik neprehodnih izvrtin.